





UHP 350mm Graphite Electrodes በኤሌክትሮሊሲስ ውስጥ ለማቅለጥ ብረት




የቴክኒክ መለኪያ
| መለኪያ | ክፍል | ክፍል | UHP 350ሚሜ(14") ውሂብ |
| ስመ ዲያሜትር | ኤሌክትሮድ | ሚሜ(ኢንች) | 350 (14) |
| ከፍተኛው ዲያሜትር | mm | 358 | |
| አነስተኛ ዲያሜትር | mm | 352 | |
| የስም ርዝመት | mm | 1600/1800 | |
| ከፍተኛ ርዝመት | mm | በ1700/1900 ዓ.ም | |
| ደቂቃ ርዝመት | mm | 1500/1700 | |
| ከፍተኛ የአሁኑ ትፍገት | KA/ሴሜ2 | 20-30 | |
| አሁን ያለው የመሸከም አቅም | A | 20000-30000 | |
| ልዩ ተቃውሞ | ኤሌክትሮድ | μΩm | 4.8-5.8 |
| የጡት ጫፍ | 3.4-4.0 | ||
| ተለዋዋጭ ጥንካሬ | ኤሌክትሮድ | ኤምፓ | ≥12.0 |
| የጡት ጫፍ | ≥22.0 | ||
| የወጣት ሞዱሉስ | ኤሌክትሮድ | ጂፓ | ≤13.0 |
| የጡት ጫፍ | ≤18.0 | ||
| የጅምላ ትፍገት | ኤሌክትሮድ | ግ/ሴሜ3 | 1.68-1.72 |
| የጡት ጫፍ | 1.78-1.84 | ||
| CTE | ኤሌክትሮድ | ×10-6/℃ | ≤1.2 |
| የጡት ጫፍ | ≤1.0 | ||
| አመድ ይዘት | ኤሌክትሮድ | % | ≤0.2 |
| የጡት ጫፍ | ≤0.2 |
ማሳሰቢያ-በመለኪያ ላይ ማንኛውም ልዩ መስፈርት ሊቀርብ ይችላል።
የምርት ደረጃ
የግራፋይት ኤሌክትሮዶች ደረጃዎች በመደበኛ ሃይል ግራፋይት ኤሌክትሮድ (RP)፣ ከፍተኛ ሃይል ግራፋይት ኤሌክትሮድ(HP)፣ እጅግ ከፍተኛ ሃይል ግራፋይት ኤሌክትሮድ (UHP) ይከፈላሉ::
በአረብ ብረት ማምረቻ ውስጥ ለኤሌክትሪክ አርክ እቶን በዋናነት ማመልከቻ
ለአረብ ብረት የሚሠሩ ግራፋይት ኤሌክትሮዶች ከጠቅላላው የግራፍ ኤሌክትሮዶች አተገባበር ከ70-80% ይሸፍናሉ። ከፍተኛ የቮልቴጅ እና የአሁኑን ወደ ግራፋይት ኤሌክትሮድ በማለፍ በኤሌክትሮል ጫፍ እና በብረት ቁርጥራጭ መካከል የኤሌክትሪክ ቅስት ይፈጠራል ይህም ቆሻሻውን ለማቅለጥ ከፍተኛ ሙቀት ይፈጥራል. የማቅለጥ ሂደቱ የግራፍ ኤሌክትሮጁን ይበላል, እና ያለማቋረጥ መተካት አለባቸው.
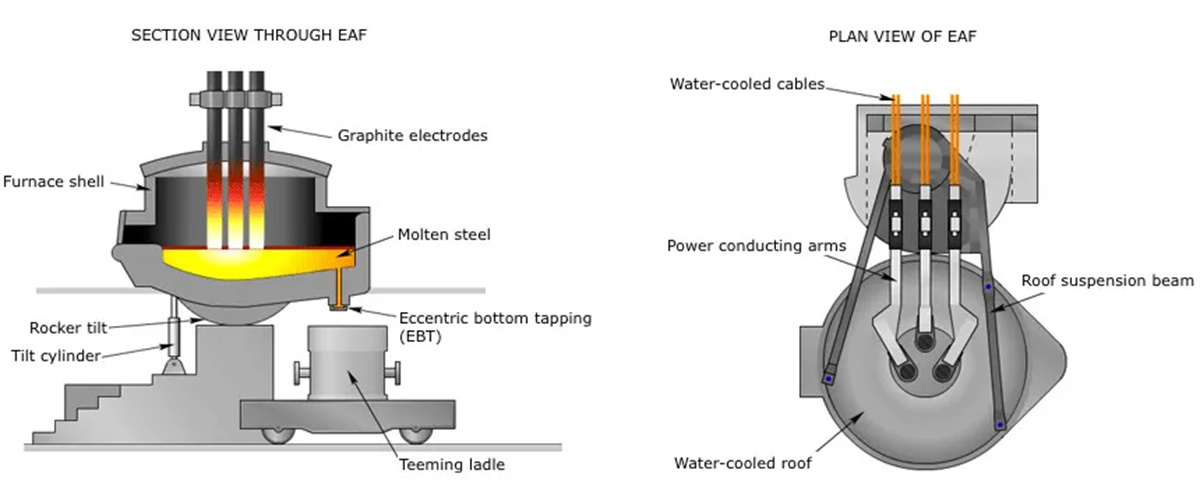
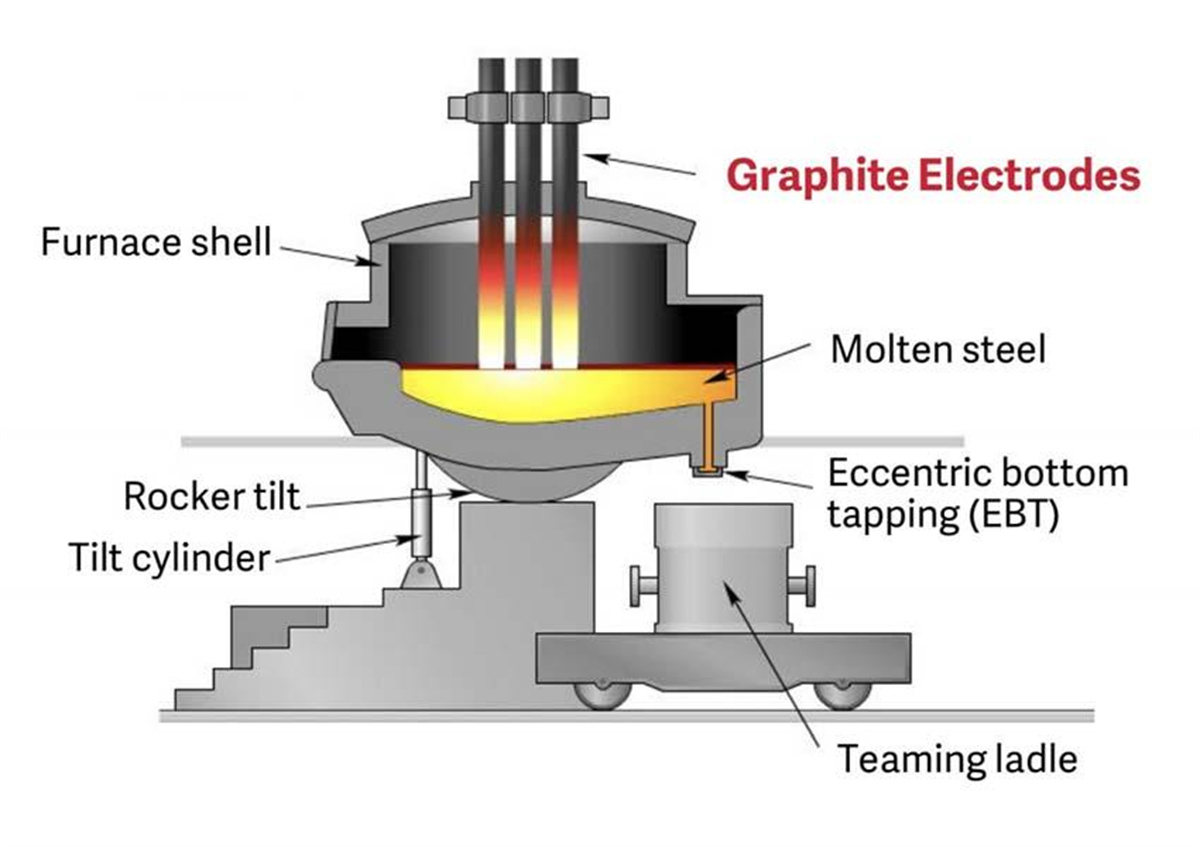
የኤሌክትሪክ ቅስት እቶን (EAF) ብረት ምርት ጊዜ UHP ግራፋይት electrode ብረት ኢንዱስትሪ ውስጥ በተለምዶ ጥቅም ላይ ይውላል. የ EAF ሂደት አዲስ ብረት ለማምረት የቆሻሻ ብረት ማቅለጥ ያካትታል. የ UHP ግራፋይት ኤሌክትሮድ የኤሌትሪክ ቅስት ለመፍጠር ይጠቅማል፣ ይህም የቆሻሻ ብረትን ወደ መቅለጥ ነጥብ ያሞቀዋል። ይህ ሂደት ውጤታማ እና ወጪ ቆጣቢ ነው, ምክንያቱም ብረትን በፍጥነት እና በብዛት ለማምረት ያስችላል.
የክፍል እይታ እና እቅድ የኤሌክትሪክ አርክ እቶን እይታ
እኛ የማምረቻው ሙሉ የምርት መስመር እና የባለሙያ ቡድን ነን።
30% TT በቅድሚያ እንደ ቅድመ ክፍያ ፣ ከማቅረቡ በፊት ያለው የ 70% ቀሪ TT።
ተዛማጅ ምርቶች
-

ግራፋይት ኤሌክትሮድ ለኮርዱም ማጣሪያ ኢ...
የቴክኒክ መለኪያ ገበታ 1፡ ቴክኒካል ልኬት ለአነስተኛ ዲያሜትር ግራፋይት ኤሌክትሮድ ዲያሜትር ክፍል መቋቋም ተጣጣፊ ጥንካሬ ወጣት ሞዱለስ ትፍገት CTE አመድ ኢንች ሚሜ μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 ኤሌክትሮድ 7.5-8.5 ≤5 1.55-1.64 ≤2.4 ≤0.3 የጡት ጫፍ 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 ኤሌክትሮድ 7.5-8.5 ≥9.3 ≤2.4 ≤0.3 ኒፕ...
-

የሶደርበርግ ካርቦን ኤሌክትሮድ ለጥፍ ለፌሮአሎ...
የቴክኒካል መለኪያ ንጥል ነገር የታሸገ ኤሌክትሮድ ያለፈ መደበኛ ኤሌክትሮድ ለጥፍ GF01 GF02 GF03 GF04 GF05 ተለዋዋጭ ፍሰት (%) 12.0-15.5 12.0-15.5 9.5-13.5 11.5-15.5 11.5-15.5 11.5-15 17.0 22.0 21.0 20.0 Resisitivity(uΩm) 65 75 80 85 90 Volum Density(g/cm3) 1.38 1.38 1.38 1.38 1.38 ማራዘም (%) 5-20 5-40 5-40 5-40 15 4.0 6.0 ...
-

ከፍተኛ ጥግግት አነስተኛ ዲያሜትር እቶን ግራፋይት ኤል...
የቴክኒክ መለኪያ ገበታ 1፡ ቴክኒካል ልኬት ለአነስተኛ ዲያሜትር ግራፋይት ኤሌክትሮድ ዲያሜትር ክፍል መቋቋም ተጣጣፊ ጥንካሬ ወጣት ሞዱለስ ትፍገት CTE አመድ ኢንች ሚሜ μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 ኤሌክትሮድ 7.5-8.5 ≤5 1.55-1.64 ≤2.4 ≤0.3 የጡት ጫፍ 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 ኤሌክትሮድ 7.5-8.5 ≥9.3 ≤2.4 ≤0.3 ኒፕ...
-

መደበኛ ኃይል አነስተኛ ዲያሜትር ግራፋይት ኤሌክትሮድ...
የቴክኒክ መለኪያ ገበታ 1፡ ቴክኒካል ልኬት ለአነስተኛ ዲያሜትር ግራፋይት ኤሌክትሮድ ዲያሜትር ክፍል መቋቋም ተጣጣፊ ጥንካሬ ወጣት ሞዱለስ ትፍገት CTE አመድ ኢንች ሚሜ μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 ኤሌክትሮድ 7.5-8.5 ≤5 1.55-1.64 ≤2.4 ≤0.3 የጡት ጫፍ 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 ኤሌክትሮድ 7.5-8.5 ≥9.3 ≤2.4 ≤0.3 ኒ...
-

እቶን ግራፋይት ኤሌክትሮ ትንሽ ዲያሜትር 75 ሚሜ ...
የቴክኒክ መለኪያ ገበታ 1፡ ቴክኒካል ልኬት ለአነስተኛ ዲያሜትር ግራፋይት ኤሌክትሮድ ዲያሜትር ክፍል መቋቋም ተጣጣፊ ጥንካሬ ወጣት ሞዱለስ ትፍገት CTE አመድ ኢንች ሚሜ μΩ·m MPa GPa g/cm3 ×10-6/℃ % 3 75 ኤሌክትሮድ 7.5-8.5 ≤5 1.55-1.64 ≤2.4 ≤0.3 የጡት ጫፍ 5.8-6.5 ≥16.0 ≤13.0 ≥1.74 ≤2.0 ≤0.3 4 100 ኤሌክትሮድ 7.5-8.5 ≥9.3 ≤2.4 ≤0.3 ኒፕ...
-

ዝቅተኛ ሰልፈር FC 93% ካርበሪዘር ካርቦን አሳዳጊ አይሮ...
ግራፋይት ፔትሮሊየም ኮክ (ጂፒሲ) ቅንብር ቋሚ ካርቦን (ኤፍ.ሲ.) ተለዋዋጭ ንጥረ ነገር (VM) ሰልፈር (ኤስ) አመድ ናይትሮጅን (ኤን) ሃይድሮጅን (ኤች) እርጥበት ≥98% ≤1% 0≤0.05% ≤1% ≤0.03% ≤0.01% ≤0.5% ≥98.5% ≤0.8% ≤0.05% ≤0.7% ≤0.03% ≤0.01% ≤0.5% ≥99% ≤0.5%≤0.03% 0-0.50mm, 5-1mm, 1-3mm, 0-5mm, 1-5mm, 0-10mm, 5-10mm, 5-10mm, 10-15mm ወይም በደንበኞች ምርጫ ማሸግ:1.የውሃ መከላከያ...





